Testimonials
Tooling Concepts Inc (TCI) was called upon to assist our plant in reducing press down time due to aluminum build up on our Outer Panel trim and flange cast steels made from GM 190 steel. We found the staff to be very knowledgeable and responsive to the material build up issues that we were having, their in-house mirror polishing capabilities enable us to meet our strict production press schedules as well. TCI has been reliable in meeting our 2 to 3-day door to door pick up and delivery requirements and we have eliminated the press down time due to slivers and galling from aluminum build up.
The cost savings that we have experienced due to the improved quality of our panels and increased press efficiency has more than justified the cost of the coating process.
See Original Review
Tooling Concepts Inc (TCI) was called upon to assist our plant in reducing press down time due to aluminum build up on our Outer Panel trim and flange dies as well as larger Form Dies. We found the staff to be very knowledgeable and responsive to the material build up issues that we were having, their in-house mirror polishing capabilities enable us to meet our strict production part delivery schedules as well. TCI has been reliable in meeting our 3 to 5-day door to door pick up and delivery requirements
and we have eliminated the press down time due to slivers and galling from aluminum build up.
The cost savings that we have experienced due to the improved quality of our panels and increased press efficiency has more than justified the cost of the coating process.
We strongly recommend TCI to other stamping companies experiencing issues with poor tool life and looking to resolve forming, cutting and piercing issues in their facilities.
See Original Review
Tooling Concepts Inc. (TCI) has been called upon to assist our plant in reducing press down time due to aluminum build up on our form steels for the Ford F-150 tool steel details. TCI’s recommendation was Cromaxx Duplex PVD coating with a high mirror polish for that application which has performed very well, lasting without problems, for several million parts. We have been working with the TCI staff since 2015 and have come to trust their recommendations for PVD Duplex coatings on both Aluminum and HSLS applications.
We have found the staff to be very knowledgeable and responsive to the material build up issues that we have been dealing with. Their in-house coating removal capabilities, mirror polishing skills, and door-to- door pickup and delivery service has been critical to help meet our strict production schedule requirements.
In the always advancing world of automotive manufacturing, we are glad to have TCI’s coating support forimproving the durability of the tools we run.
See Original Review
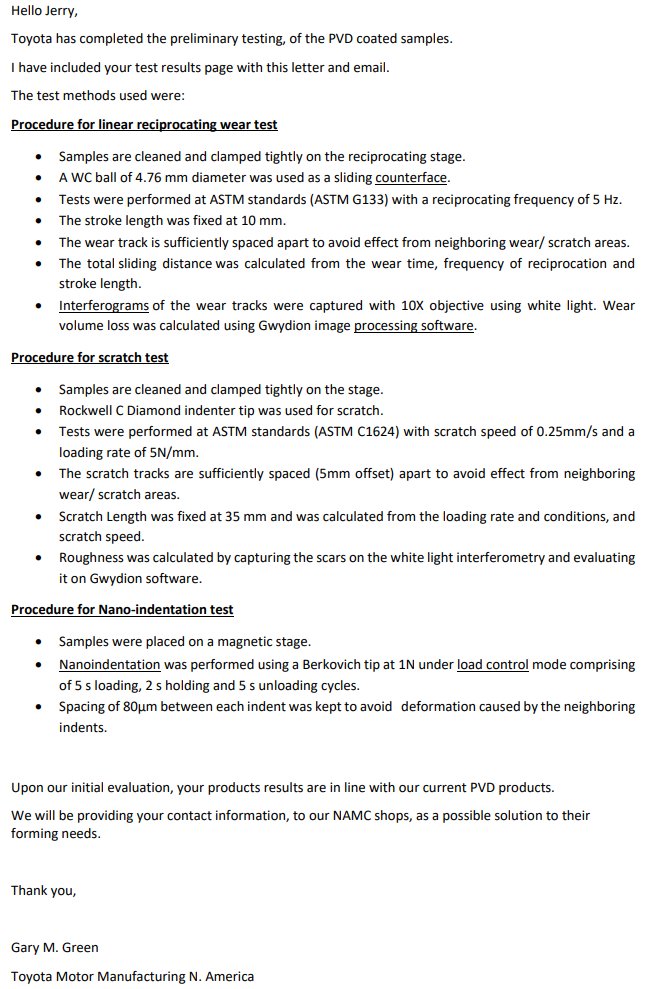
Toyota has completed the preliminary testing of the PVD coated samples.
I have included your test results page with this letter and email.
The test methods used were:
Procedure for linear reciprocating wear test
- Samples are cleaned and clamped tightly on the reciprocating stage.
- A WC ball of 4.76 mm diameter was used as a sliding counterface.
- Tests were performed at ASTM standards (ASTM G133) with a reciprocating frequency of 5 Hz.
- The stroke length was fixed at 10 mm.
- The wear track is sufficiently spaced apart to avoid effect from neighboring wear/ scratch areas.
- The total sliding distance was calculated from the wear time, frequency of reciprocation and stroke length.
- Interferograms of the wear tracks were captured with 10x objective using white light. Wear volume loss was calculated using Gwydion image processing software.
Procedure for scratch test
- Samples are cleaned and clamped tightly on the stage.
- Rockwell C Diamond indenter tip was used for scratch.
- Tests were performed a ASTM standards (ASTM C1624) with scratch speed of 0.25mm/s and a loading rate of 5N/mm.
- The scratch tracks are sufficiently spaced (5mm offset) apart to avoid effect from neighboring wear/scratch areas.
- Scratch Length was fixed at 35 mm and was calculated from the loading rate and conditions, and scratch speed.
- Roughness was calculated by capturing the scars on the white light interferometry and evaluating it on Gwydion software.
Procedure for Nano-indentation test
- Samples were placed on a magnetic stage.
- Nanoindentation was performed using a Berkovich tip at 1N under load control mode comprising of 5s loading 2s holding and 5s unloading cycles.
- Spacing of 80µm between each indent was kept to avoid deformation caused by the neighboring indents
Upon our initial evaluation, your products results are in line with our current PVD products.
We will be providing your contact information, to our NAMC shops, as a possible solution to their forming needs
Thank you.
See Original Review